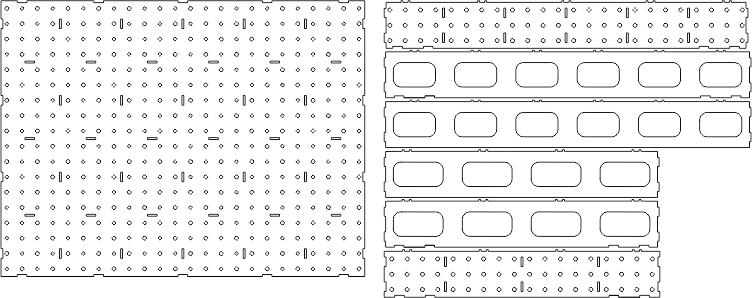
I drew this up and was wondering if anyone has tried to cut something like it with a plasma table. Sorry for no preview, i dpn't know how to do that, but would appreciate a hint.
Thank you..
Welding Table.dxf
You currently do not have access to download this file. To gain download access for DXF, SVG & other files Click Here
4' x 4' DIY Table
CandCNC Bladerunner
Hypertherm PM65 Machine Torch
Miller Vintage 250 Mig
Miller Syncro 180 Tig
Bridgeport 2J Mill - Fagor Dro
Southbend 14" x 40" EVS Lathe - Fagor Dro
Brook 18" Metal Shaper
Harig 612 Surface Grinder
steel 35 wrote:Here are a few, I noticed three different size hole in your drawing?
I went 4" centers and that's more then enough holes for things to drop through
I had seen that one, but he referenced that it was cut with Laser.
The three hole sizes were done with the intent of having the the sides left alone @ .510 plasma cut, the larger ones on the top to be drilled after the plasma for nicer holes and the smaller ones to be drilled and tapped to 1/2" 13. You may be right with fewer holes though considering that my current table has no holes and I have used it for 20 years.
I guess what I am concerned with is the 40 percent duty cycle of a 60 amp machine and the number of pierces and overall cuts, as well as the consumables not holding up through the entire table top as an example. Just my lack of experience with Plasma.
4' x 4' DIY Table
CandCNC Bladerunner
Hypertherm PM65 Machine Torch
Miller Vintage 250 Mig
Miller Syncro 180 Tig
Bridgeport 2J Mill - Fagor Dro
Southbend 14" x 40" EVS Lathe - Fagor Dro
Brook 18" Metal Shaper
Harig 612 Surface Grinder
Mr. Fixit wrote:I drew this up and was wondering if anyone has tried to cut something like it with a plasma table. Sorry for no preview, i dpn't know how to do that, but would appreciate a hint.
Thank you..
If you are using WINDOWS you can just press the print screen ( Prt Scr) key and then open PAINT. In the top left part of the screen is a clipboard icon, click on it and your screen will be in paint. Then just CROP the part you want to have a picture of and save it as a JPG file named whatever you want. This file can be added to your post the same way you added the DXF file and you're all set!
steel 35 wrote:Here are a few, I noticed three different size hole in your drawing?
I went 4" centers and that's more then enough holes for things to drop through
I had seen that one, but he referenced that it was cut with Laser.
The three hole sizes were done with the intent of having the the sides left alone @ .510 plasma cut, the larger ones on the top to be drilled after the plasma for nicer holes and the smaller ones to be drilled and tapped to 1/2" 13. You may be right with fewer holes though considering that my current table has no holes and I have used it for 20 years.
I guess what I am concerned with is the 40 percent duty cycle of a 60 amp machine and the number of pierces and overall cuts, as well as the consumables not holding up through the entire table top as an example. Just my lack of experience with Plasma.
Have you ever tried to drill/tap a hole after it has been plasma cut? It can be a real pain if you don't anneal each hole because the plasma cutting operation can harden the cut edge. At least that's my experience. I've heard the edge doesn't harden on cold roll and p&o but I've never tried, all I use is hot rolled.
Mr. Fixit wrote:I drew this up and was wondering if anyone has tried to cut something like it with a plasma table. Sorry for no preview, i dpn't know how to do that, but would appreciate a hint.
Thank you..
If you are using WINDOWS you can just press the print screen ( Prt Scr) key and then open PAINT. In the top left part of the screen is a clipboard icon, click on it and your screen will be in paint. Then just CROP the part you want to have a picture of and save it as a JPG file named whatever you want. This file can be added to your post the same way you added the DXF file and you're all set!
Larry
Thanks Larry, I will give it a try next time..
Steve
4' x 4' DIY Table
CandCNC Bladerunner
Hypertherm PM65 Machine Torch
Miller Vintage 250 Mig
Miller Syncro 180 Tig
Bridgeport 2J Mill - Fagor Dro
Southbend 14" x 40" EVS Lathe - Fagor Dro
Brook 18" Metal Shaper
Harig 612 Surface Grinder
Have you ever tried to drill/tap a hole after it has been plasma cut? It can be a real pain if you don't anneal each hole because the plasma cutting operation can harden the cut edge. At least that's my experience. I've heard the edge doesn't harden on cold roll and p&o but I've never tried, all I use is hot rolled.
Yes I have. The solution is to use Cobalt drills which work well in harder materials, keep an edge for a very long time and can also be re-sharpened on a green wheel. Thanks for mentioning though..
4' x 4' DIY Table
CandCNC Bladerunner
Hypertherm PM65 Machine Torch
Miller Vintage 250 Mig
Miller Syncro 180 Tig
Bridgeport 2J Mill - Fagor Dro
Southbend 14" x 40" EVS Lathe - Fagor Dro
Brook 18" Metal Shaper
Harig 612 Surface Grinder
nalin400m wrote:The ribs are not keyed to fit into one another
Correct, I have no idea what the tolerance will need to be with plasma (over laser) so I am going to start experimenting with some small test pieces to find the best fit. I am also re-drawing for 3/8" plate. More to come.
Thanks,
Steve
4' x 4' DIY Table
CandCNC Bladerunner
Hypertherm PM65 Machine Torch
Miller Vintage 250 Mig
Miller Syncro 180 Tig
Bridgeport 2J Mill - Fagor Dro
Southbend 14" x 40" EVS Lathe - Fagor Dro
Brook 18" Metal Shaper
Harig 612 Surface Grinder
Well, I had some time today to play around with some sample cuts in 3/8" CRS and due to the slight angularity and rounded inside corners, results were not good. I suppose this is why these types of tables are laser cut. I am not a very experienced user of plasma (much more a machinist), so it could be that too. It also could be my 60 amp TD machine, or something else, but there seems to be no way to get enough accuracy to make it all worthwhile. Looks good in the picture though. LOL
With that said, I would love for someone to tell me that I am completely wrong and that this can be do by doing X, Y, Z No pun intended, but that's just good comedy.
4' x 4' DIY Table
CandCNC Bladerunner
Hypertherm PM65 Machine Torch
Miller Vintage 250 Mig
Miller Syncro 180 Tig
Bridgeport 2J Mill - Fagor Dro
Southbend 14" x 40" EVS Lathe - Fagor Dro
Brook 18" Metal Shaper
Harig 612 Surface Grinder
It can be done... Just depends on how tight of tolerances that you're looking for. I did alot of test cutting before cutting the whole table top. I measured the 5/8" (16mm) fixture clamps and went from there with hole sizing. I cut the holes where I just had to barely touch each lead in with an end grinder and burr bit for the clamp to drop in. Some holes are tighter than others but none are too loose for the clamp to bite. I cut everything from 3/16" hr on 65 amps @ 80 ipm. I really wanted to go with 1/4" but I had a stack of 3/16" handy. After it was done, the 3/16" is fine and easy to pull flat to the support grid. 1/4" or 3/8" would be better and keep the clamps from rocking back as far when tightened down. But laser is the way to go if you absolutely need a tighter tolerance and you have access to one.
You currently do not have access to download this file. To gain download access for DXF, SVG & other files Click Here
Austin Lanier
Dirt Road Metal Works, LLC
"Too much of a business to be a hobby, too much of a hobby to be a business"
68Percy wrote:It can be done... Just depends on how tight of tolerances that you're looking for. I did alot of test cutting before cutting the whole table top. I measured the 5/8" (16mm) fixture clamps and went from there with hole sizing. I cut the holes where I just had to barely touch each lead in with an end grinder and burr bit for the clamp to drop in. Some holes are tighter than others but none are too loose for the clamp to bite. I cut everything from 3/16" hr on 65 amps @ 80 ipm. I really wanted to go with 1/4" but I had a stack of 3/16" handy. After it was done, the 3/16" is fine and easy to pull flat to the support grid. 1/4" or 3/8" would be better and keep the clamps from rocking back as far when tightened down. But laser is the way to go if you absolutely need a tighter tolerance and you have access to one.
Looks really nice, great job. Are you going to weld the top sides of the tabs to the slots, or is it welded from below and you think that there is no need to do so?
Thanks for showing this..
Steve
4' x 4' DIY Table
CandCNC Bladerunner
Hypertherm PM65 Machine Torch
Miller Vintage 250 Mig
Miller Syncro 180 Tig
Bridgeport 2J Mill - Fagor Dro
Southbend 14" x 40" EVS Lathe - Fagor Dro
Brook 18" Metal Shaper
Harig 612 Surface Grinder
No need. It's stitch welded underneath. That little bit of weld on the tab and slot isn't going to make or break the table. I'm not sure why some tables ONLY weld the tabs anyway. A few fillet welds tucked under the table, out of the way, is much stronger than a tack on the edge of a tab IMO.
Austin Lanier
Dirt Road Metal Works, LLC
"Too much of a business to be a hobby, too much of a hobby to be a business"
68Percy wrote:No need. It's stitch welded underneath. That little bit of weld on the tab and slot isn't going to make or break the table. I'm not sure why some tables ONLY weld the tabs anyway. A few fillet welds tucked under the table, out of the way, is much stronger than a tack on the edge of a tab IMO.
Cool..
4' x 4' DIY Table
CandCNC Bladerunner
Hypertherm PM65 Machine Torch
Miller Vintage 250 Mig
Miller Syncro 180 Tig
Bridgeport 2J Mill - Fagor Dro
Southbend 14" x 40" EVS Lathe - Fagor Dro
Brook 18" Metal Shaper
Harig 612 Surface Grinder
wow really clean cut holes !!!!!!!! im 2 years in on my table an still cant get them that clean . Im assuming its my miller plasma cutter (thumbs down )
I have a tab and slot brand table that is 1/4" and they claim the purpose of only welding the tabs is to limit warping when welding. The welds are in places where the shrinkage just pulls the part together tighter and the accuracy of a laser cut part will keep the table square. Well...the tables were not perfect and neither were my squares. Double check your squares before doing critical work, if you are like me and just assumed squares were square. My tables still came out within 15 thousandths of being flat, but I had to shim.
I have a hypertherm 65 on my cnc table, but still get some angle on the edges. The DIY torch mount is suspect and I plan to build a new one with the help of my brother and his cnc mill.