my plasma table runs pretty good but i feel like it could be more accurate. Also it feels like im missing steps and it intermittently does weird stuff sometimes where it acts like its hitting the limit of travel when im moving the torch head with controls through mach 3 and almost makes a grinding noise in the motors. It feel like there is alot of potential for mechanical issues also since its just a direct gear on the stepper that drives the gantry along a metal rack and pinion type setup.
At this point im willing to upgrade anything and everything that will get stuff working reliably and accurately, or modify the drive system
is there a better motor i should upgrade to? can they go bad over time? right now i have all 23HS30-2804S motors.
are all stepper motors created equal?
-
AZ_guy
- 2 Star Member

- Posts: 84
- Joined: Wed Jul 03, 2019 9:51 am
-
AZ_guy
- 2 Star Member
- Posts: 84
- Joined: Wed Jul 03, 2019 9:51 am
Re: are all stepper motors created equal?
Here’s he test file I use and how the cuts turned out
https://i.imgur.com/zy5wQ7D.jpg
https://i.imgur.com/VHxoWJO.jpg
https://i.imgur.com/EbmG8Lc.jpg
https://i.imgur.com/zy5wQ7D.jpg
{kind=link}
https://i.imgur.com/VHxoWJO.jpg
{kind=link}
https://i.imgur.com/EbmG8Lc.jpg
{kind=link}
-
robertspark
- 4.5 Star Elite Contributing Member

- Posts: 1816
- Joined: Mon Jun 12, 2017 6:43 pm
Re: are all stepper motors created equal?
acceleration issue!
what are your settings (acceleration, steps per unit, what was your feedrate when you ran the test)
what is your maximum axis velocity you have set?
what voltage is your power supply to the stepper drives?
what stepper drives are you using?
acceleration is more important than maximum federate. what is your plasma cutter (make model amperage), what material are you intending to cut (material and thicknesses??? the "common" materials. eg. I mainly do mildstel 2mm to 6mm.
what are your settings (acceleration, steps per unit, what was your feedrate when you ran the test)
what is your maximum axis velocity you have set?
what voltage is your power supply to the stepper drives?
what stepper drives are you using?
acceleration is more important than maximum federate. what is your plasma cutter (make model amperage), what material are you intending to cut (material and thicknesses??? the "common" materials. eg. I mainly do mildstel 2mm to 6mm.
-
acourtjester

- 6 Star Elite Contributing Member

- Posts: 7803
- Joined: Sat Jun 02, 2012 6:04 pm
- Location: Pensacola, Fla
Re: are all stepper motors created equal?
I use a rack and pinion for the Y axis but I have a 3 to 1 gearing in the drive assembly so I can use a large number of steps for the driver travel.
This allows for better resolution. And a similar gearing for the X drive assembly. Driver setting (about) for X are 1160 steps per inch and 2100 steps per inch for Y. Here is my table using a drag knife to cut sign vinyl, I'm happy with the resolution on my table, same setup for plasma cutting.
https://www.youtube.com/watch?v=gn1Xh9P ... e=youtu.be
This allows for better resolution. And a similar gearing for the X drive assembly. Driver setting (about) for X are 1160 steps per inch and 2100 steps per inch for Y. Here is my table using a drag knife to cut sign vinyl, I'm happy with the resolution on my table, same setup for plasma cutting.
https://www.youtube.com/watch?v=gn1Xh9P ... e=youtu.be
DIY 4X4 Plasma/Router Table
Hypertherm PM65 Machine Torch
Drag Knife and Scribe
Miller Mig welder
13" metal lathe
Small Mill
Everlast PowerTig 255 EXT
Hypertherm PM65 Machine Torch
Drag Knife and Scribe
Miller Mig welder
13" metal lathe
Small Mill
Everlast PowerTig 255 EXT
-
AZ_guy
- 2 Star Member
- Posts: 84
- Joined: Wed Jul 03, 2019 9:51 am
Re: are all stepper motors created equal?
Which gear drive assembly did you use? Any issues?acourtjester wrote: ↑Mon Oct 07, 2019 11:00 am I use a rack and pinion for the Y axis but I have a 3 to 1 gearing in the drive assembly so I can use a large number of steps for the driver travel.
This allows for better resolution. And a similar gearing for the X drive assembly. Driver setting (about) for X are 1160 steps per inch and 2100 steps per inch for Y. Here is my table using a drag knife to cut sign vinyl, I'm happy with the resolution on my table, same setup for plasma cutting.
https://www.youtube.com/watch?v=gn1Xh9P ... e=youtu.be
-
AZ_guy
- 2 Star Member
- Posts: 84
- Joined: Wed Jul 03, 2019 9:51 am
Re: are all stepper motors created equal?
-Acceleration is 30, steps per is 1354.070533, Feed rate for test was 170ipmrobertspark wrote: ↑Mon Oct 07, 2019 2:37 am acceleration issue!
what are your settings (acceleration, steps per unit, what was your feedrate when you ran the test)
what is your maximum axis velocity you have set?
what voltage is your power supply to the stepper drives?
what stepper drives are you using?
acceleration is more important than maximum federate. what is your plasma cutter (make model amperage), what material are you intending to cut (material and thicknesses??? the "common" materials. eg. I mainly do mildstel 2mm to 6mm.
-velocity is showing 199.98 ipm
-not sure where to find my voltage (I’ll include pictures, maybe you can tell)
-stepper drives are st330-v3, thats what it says on them
You currently do not have access to download this file.
To gain download access for DXF, SVG & other files Click Here
-
robertspark
- 4.5 Star Elite Contributing Member
- Posts: 1816
- Joined: Mon Jun 12, 2017 6:43 pm
Re: are all stepper motors created equal?
The big silver rectangular box is the power supply, is there a sticker on it?
I suspect it will be 24V or maybe 34V.
The drives are TB6560's
http://s524992979.online.de/product_inf ... ducts_id=8
to say I'm not a fan is an understatement.... lets just say they are not the best but at least you've got them working.....
here is a whole thread for you to read up on their benefits.... http://www.mycncuk.com/threads/1373-eBa ... ver-Boards
I started out with TB6600's (their bigger brothers....) and went through them (the smoke escaped from the box) when I first started out.... then I went with a bit of a better setup....
I suspect that they probably don't like the switch mode power supply and that is what makes them squark and squeek {hence why I now use a toroidal transformer not a switched mode power supply {SMPS}} which seem to have a better reputation than SMPS for cnc applications where loads vary and the pulsating load probably does not work well with the principle of "switched mode"
Basically I think I should probably not say anything else about them as I'm sure someone likes them ..... and can get them to work just wonderful..... that just won't be me.....
I basically started with something you have and now have something very different.... but it comes at a price and I would rather not persuade or dissuade you from finding your own path as everyone has an opinion
________________________________________________________
To look at the numbers..... acceleration of 30in/s/s (0.762m/s/s) is only ~0.08g (i.e its not a lot....) The "target" for cnc that I've seen mentioned is 0.3g (~116"/s/s).
if your feedrate is 170ipm, and your acceleration is 30in/s/s then the minimum corner radius you can cut with constant velocity is 0.27" (~7mm) RADIUS..... physics ..... it won't get any smaller at that acceleration period!
Mach3 I have read (never witnessed.... I don't use it now) can sometimes increase your acceleration between 2 and maybe 8 times causing potential lost steps etc http://www.forum.cncdrive.com/viewtopic ... ion#p17331
The noisy drives I have experienced with a SMPS but I was drawing 4.2A per drive at 42V from a 700W SMPS
The question is really what do you want to use your setup for and how much do you want to pay to get there?
At what point do you accept what you have? Or at least the finish that you have.
I suspect it will be 24V or maybe 34V.
The drives are TB6560's
http://s524992979.online.de/product_inf ... ducts_id=8
to say I'm not a fan is an understatement.... lets just say they are not the best but at least you've got them working.....
here is a whole thread for you to read up on their benefits.... http://www.mycncuk.com/threads/1373-eBa ... ver-Boards
I started out with TB6600's (their bigger brothers....) and went through them (the smoke escaped from the box) when I first started out.... then I went with a bit of a better setup....
I suspect that they probably don't like the switch mode power supply and that is what makes them squark and squeek {hence why I now use a toroidal transformer not a switched mode power supply {SMPS}} which seem to have a better reputation than SMPS for cnc applications where loads vary and the pulsating load probably does not work well with the principle of "switched mode"
Basically I think I should probably not say anything else about them as I'm sure someone likes them ..... and can get them to work just wonderful..... that just won't be me.....
I basically started with something you have and now have something very different.... but it comes at a price and I would rather not persuade or dissuade you from finding your own path as everyone has an opinion
________________________________________________________
To look at the numbers..... acceleration of 30in/s/s (0.762m/s/s) is only ~0.08g (i.e its not a lot....) The "target" for cnc that I've seen mentioned is 0.3g (~116"/s/s).
if your feedrate is 170ipm, and your acceleration is 30in/s/s then the minimum corner radius you can cut with constant velocity is 0.27" (~7mm) RADIUS..... physics ..... it won't get any smaller at that acceleration period!
Mach3 I have read (never witnessed.... I don't use it now) can sometimes increase your acceleration between 2 and maybe 8 times causing potential lost steps etc http://www.forum.cncdrive.com/viewtopic ... ion#p17331
The noisy drives I have experienced with a SMPS but I was drawing 4.2A per drive at 42V from a 700W SMPS
The question is really what do you want to use your setup for and how much do you want to pay to get there?
At what point do you accept what you have? Or at least the finish that you have.
-
acourtjester
- 6 Star Elite Contributing Member
- Posts: 7803
- Joined: Sat Jun 02, 2012 6:04 pm
- Location: Pensacola, Fla
Re: are all stepper motors created equal?
Attached is a picture of my Y drive assembly, my entire table is my design and the motor and drivers are different too. I use one large nema 34 motor for the X drive with a shaft that connects both sides of the table so there is no syncing of motors. I have used this method an the 8 tables I have built, and have help many others that have built per my plans and design. Looking at your images and seeing only one power supply it may be underpowered.
I have one 10 amp power supply for the Y and Z (nema 23 425 oz in) drivers and motors. And another 9.5 amp supply for the X ( 1600 oz in)drive and motor. The picture shows a 4X4 table i build in 2013 and still use and the other is a 4X8 I sold to a fab shop near here.
I have one 10 amp power supply for the Y and Z (nema 23 425 oz in) drivers and motors. And another 9.5 amp supply for the X ( 1600 oz in)drive and motor. The picture shows a 4X4 table i build in 2013 and still use and the other is a 4X8 I sold to a fab shop near here.
You currently do not have access to download this file.
To gain download access for DXF, SVG & other files Click Here
DIY 4X4 Plasma/Router Table
Hypertherm PM65 Machine Torch
Drag Knife and Scribe
Miller Mig welder
13" metal lathe
Small Mill
Everlast PowerTig 255 EXT
Hypertherm PM65 Machine Torch
Drag Knife and Scribe
Miller Mig welder
13" metal lathe
Small Mill
Everlast PowerTig 255 EXT
-
AZ_guy
- 2 Star Member
- Posts: 84
- Joined: Wed Jul 03, 2019 9:51 am
Re: are all stepper motors created equal?
As im sure you guys can tell im pretty new to all of this so i really appreciate you guys helping me out and pointing me in the right direction. I appreciate you not wanting to push your personal opinion but what would you recommend? The table works fine but im starting to do more and more work out of my shop and the plasma table is becoming critical part of that so id happily spend some money to upgrade and increase the accuracy and reliability.robertspark wrote: ↑Mon Oct 07, 2019 2:45 pm The big silver rectangular box is the power supply, is there a sticker on it?
I suspect it will be 24V or maybe 34V.
The drives are TB6560's
http://s524992979.online.de/product_inf ... ducts_id=8
to say I'm not a fan is an understatement.... lets just say they are not the best but at least you've got them working.....
here is a whole thread for you to read up on their benefits.... http://www.mycncuk.com/threads/1373-eBa ... ver-Boards
I started out with TB6600's (their bigger brothers....) and went through them (the smoke escaped from the box) when I first started out.... then I went with a bit of a better setup....
I suspect that they probably don't like the switch mode power supply and that is what makes them squark and squeek {hence why I now use a toroidal transformer not a switched mode power supply {SMPS}} which seem to have a better reputation than SMPS for cnc applications where loads vary and the pulsating load probably does not work well with the principle of "switched mode"
Basically I think I should probably not say anything else about them as I'm sure someone likes them ..... and can get them to work just wonderful..... that just won't be me.....
I basically started with something you have and now have something very different.... but it comes at a price and I would rather not persuade or dissuade you from finding your own path as everyone has an opinion
________________________________________________________
To look at the numbers..... acceleration of 30in/s/s (0.762m/s/s) is only ~0.08g (i.e its not a lot....) The "target" for cnc that I've seen mentioned is 0.3g (~116"/s/s).
if your feedrate is 170ipm, and your acceleration is 30in/s/s then the minimum corner radius you can cut with constant velocity is 0.27" (~7mm) RADIUS..... physics ..... it won't get any smaller at that acceleration period!
Mach3 I have read (never witnessed.... I don't use it now) can sometimes increase your acceleration between 2 and maybe 8 times causing potential lost steps etc http://www.forum.cncdrive.com/viewtopic ... ion#p17331
The noisy drives I have experienced with a SMPS but I was drawing 4.2A per drive at 42V from a 700W SMPS
The question is really what do you want to use your setup for and how much do you want to pay to get there?
At what point do you accept what you have? Or at least the finish that you have.
If mine is a setup that you guys with more experience know to be unreliable or have issues id rather upgrade what i need to now instead of waiting for components to break slowly and unpredictably over time. Im not sure if there is a kind of standard setup that people recommend for a 4x4 table, maybe a hardware list that most agree is pretty solid.
As far as what id pay and what im looking for, im not really sure. I got a good deal on the table and have its been pretty good for me. So you guys know what im working with I paid 2k for the table with everything including computer/ software, plasma cutter, etc.. I upgraded the plasma to a Hypertherm 45XP and that made a HUGE difference so total im in about 4500 ish. If another couple grand would give me much better results then id be willing to pay it but id rather not spend a few grand to be constantly messing with trying to get it working properly.
If i need to just accept the type of cuts im getting and working around that then i can do that too. If that next step in quality is going to cost me abouther 10k then it wouldnt be worth it to me right now.
-
AZ_guy
- 2 Star Member
- Posts: 84
- Joined: Wed Jul 03, 2019 9:51 am
Re: are all stepper motors created equal?
Currently my setup only has 1 power supply. I dont see any stickers on it or markings to really tell me what what its outputting. How would i determine if my setup is underpowered? Is there a standard test people use to see how their setups perform?acourtjester wrote: ↑Mon Oct 07, 2019 2:52 pm Attached is a picture of my Y drive assembly, my entire table is my design and the motor and drivers are different too. I use one large nema 34 motor for the X drive with a shaft that connects both sides of the table so there is no syncing of motors. I have used this method an the 8 tables I have built, and have help many others that have built per my plans and design. Looking at your images and seeing only one power supply it may be underpowered.
I have one 10 amp power supply for the Y and Z (nema 23 425 oz in) drivers and motors. And another 9.5 amp supply for the X ( 1600 oz in)drive and motor. The picture shows a 4X4 table i build in 2013 and still use and the other is a 4X8 I sold to a fab shop near here.
DSCN3608.JPG
DSCN3609.JPG
2 tables 4x4 and new 4x8.JPG
What did you use for the gear reduction assemblies? any idea who sells them? I could modify my gantry fairly easily to accommodate a setup like that.
Do you maybe have a parts list for the 4x4 table you built?
-
AZ_guy
- 2 Star Member
- Posts: 84
- Joined: Wed Jul 03, 2019 9:51 am
Re: are all stepper motors created equal?
This is how the motors are driven right now. I am already about to re wire everything since the previous owner just use automotive trailer wire and connectors and just basically taped everything together.
You currently do not have access to download this file.
To gain download access for DXF, SVG & other files Click Here
-
AZ_guy
- 2 Star Member
- Posts: 84
- Joined: Wed Jul 03, 2019 9:51 am
Re: are all stepper motors created equal?
would something like this be an improvement? would be an easy addition to just space the motor higher in the mounts.
https://www.omc-stepperonline.com/geare ... s-pg4.html
https://www.omc-stepperonline.com/geare ... s-pg4.html
-
robertspark
- 4.5 Star Elite Contributing Member
- Posts: 1816
- Joined: Mon Jun 12, 2017 6:43 pm
Re: are all stepper motors created equal?
AZ_guy wrote: ↑Tue Oct 08, 2019 12:13 am would something like this be an improvement? would be an easy addition to just space the motor higher in the mounts.
https://www.omc-stepperonline.com/geare ... s-pg4.html
Don't know, never personally used them or anything similar. I have read that backlash can be an issue, especially on some of the chinese ones.
-
acourtjester
- 6 Star Elite Contributing Member
- Posts: 7803
- Joined: Sat Jun 02, 2012 6:04 pm
- Location: Pensacola, Fla
Re: are all stepper motors created equal?
Those geared stepper may have their place but I prefer the open drive assemblies, Another thing I see in your images is bolted together assembly and bearing that have slots for adjustments.
I will be sending you a PM with info today
I will be sending you a PM with info today
DIY 4X4 Plasma/Router Table
Hypertherm PM65 Machine Torch
Drag Knife and Scribe
Miller Mig welder
13" metal lathe
Small Mill
Everlast PowerTig 255 EXT
Hypertherm PM65 Machine Torch
Drag Knife and Scribe
Miller Mig welder
13" metal lathe
Small Mill
Everlast PowerTig 255 EXT
-
robertspark
- 4.5 Star Elite Contributing Member
- Posts: 1816
- Joined: Mon Jun 12, 2017 6:43 pm
Re: are all stepper motors created equal?
probably worth mentioning that I am just a hobby user with one plasma table {router, mill, lathe too} and the following is just my opinion YMMV....
Opinions are like well ..... everyone has one and they are all different.
I use Leadshine AM882H drives, they accept AC or DC and have their own internal bridge rectifiers and capacitors within each drive which for me made sense as I did not have to select low ESR capacitor banks and consider ripple, origin and if they were genuine or not, as the drives are designed for AC input. They run very quiet and are tuned via software. They are 100V dc rated input voltage and have a current rating of 8.2Amps. I run my stepper motors at 4.2A and using a 50V ac toroidal transformer, so equivalent to 70v dc.
http://www.leadshine.com/productdetail. ... odel=AM882
higher voltage means higher rapid speed and higher acceleration given you now have more torque available : https://www.geckodrive.com/support/step ... asics.html
The drives are no longer made but are sold second hand (in lower quantities today and at a higher price than when I bought my stock via ebay / aliexpress from china), I have 7 drives in my controller cabinet which are shared between plasma, lathe, mill, router, plasma 4th axis and mill rotary / indexing table + a stand alone THC.
the replacement drives are leadshine EM806 drives, but they are DC input.
there also seems to be a DMA882S which takes AC input.
The point being there are a LOT of drives on the market... everyone has their own opinion .... Gecko were too expensive on import duty for me or I would have used their drives as they have a good reputation
https://www.geckodrive.com/g203v-digita ... drive.html
clearpath servos get mentioned from time to time in the cnc world.
I have a ASDA-A2 750W servo motor which I'm running as a lathe spindle motor to improve control and torque and I'd probably consider getting those as the manuals are very comprehensive, but that is because the equivalent DMM-tech Dyn4 drives were too expensive again for what I was looking for + I needed a specific frame size of motor to replace the existing 230V AC motor
When I was shopping for drives (after my initial starting point of using TB6600's) I also had to factor in the toroidal power supply I wanted so I went with an 800W 50V one from a transformer manufacturer in the UK https://www.vigortronix.com/
The switched mode power supply would squeal and screech at certain motor speeds (resonance maybe?) where as my current setup is very quiet other than the sound bearings on rails
There is this rule of thumb you should be aware of in sizing power supplies
https://www.geckodrive.com/support/step ... asics.html
which I'm a little over on my stepper motors but I accept that they are the consumable element of my system given the bearings on the stepper motors are loaded being my plasma table has direct drive 20mm wide, 5mm pitch Gates HTD belt drives which are held under tension.
my stepper motors are these for the plasma cutter which are over-sized as I can now slip belts (20mm wide HTD steel belt reinforced) at accelerations over 1g (9810 m/s/s or 386 in/s/s) so I've toned my system down to counteract putting too much acceleration load on my system for little to no gain to 0.3G (116in/s/s) with a rapid velocity of 10160mm/min (400in/min). I am waiting for cncDrvie to launch their s-curve planner in the next year to 18months I expect which will offer more options on acceleration which will reduce the effects of jerk and jolt.
I found that at first I aimed for high rapid motion (G0), and was able to run up to 14400mm/min (567in/min) but at a lower acceleration, then I toyed with increasing my acceleration to the point of stall, and then backed off on the rapid velocity to find how fast could the motors really accelerate to hence I was getting some really large numbers, but the table would violently sway with jerk/jolt motion. Then I went back to my plasma cutter manual, and tried to establish what exactly do I normally intend to cut (2mm (~14g), 4mm (10g ~3/16") and 6mm (1/4") mild steel) and what exactly would I be trying to do with it? Basic rule of thumb is smallest hole diameter is 2x to 3x material thickness, so the thinest material being the fastest feedrate, that means that 2mm (14g) at 45A (with 45A consumables) is ~7m/min (~275in/min) or 2mm at 30A (with 30A consumables) is ~3m/min (120in/min)
4mm at 45A (with 45A consumables) is ~3.2m/min (~128in/min)
given I get better cut quality using 30A consumables for thinner material than running really fast with higher amperage consumables, I then established that my target "normal" run of the mill design feedrate should be say 3600mm/min (~140 in/min) which allows for some headroom.
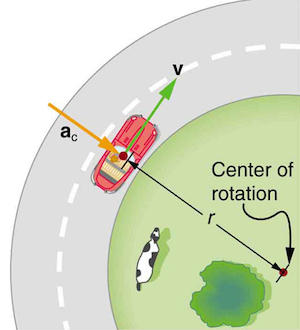
at 0.3G, the smallest arc I could cut allowing for a slowdown in feedrate of 60% of the linear feedrate 2160mm/min (85 in/min) would be 0.432mm radius [i.e. the cnc machine will have no restrictions at cutting small arcs in 2mm plate at 2x to 3x the material thickness], in fact I could even lower the acceleration so that it does not stress the mechanical components .... but you have to consider inside corners and kerf width so 0.3G for me seems to work ok with a G1, G2 and G3 feedrate of 3600mm/min (~140 in/min) for everything that I cut normally
at 0.3g (~3000mm/s/s or 116in/s/s) the machine will accelerate from standstill to ~3600mm/min (140 in/s) in 0.02 seconds, which will be a distance of 0.6mm (~24thou)
when the machine comes to a corner, allowing for a maximum 60% drop in linear feedrate the machine will decelerate from ~3600mm/min (140 in/min) to ~2160mm/min (84 in/min) in 0.008 sec whichever will be a distance of 0.096mm (~4thou)
you don't have to agree or believe the math, if it is 100% wrong, double the numbers..... and they will still be small for the same acceleration and feedrates.
https://www.physicsforums.com/attachmen ... png.87967/
https://cdn.kastatic.org/ka-perseus-ima ... a95c53.jpg
https://study.com/cimages/multimages/16 ... pzkq_m.jpg
because the machine is direct drive and has belts with a 5mm pitch driving a 20 tooth pulley directly coupled to the belt, it means that at 10uSteps the step is quite course at 0.05mm/step (~2 thou), but this has an advantage in my opinion in that the jerk is lower than it would be for a finer stepping machine running at the same acceleration as jerk / jolt is the magnitude of the force experienced at the start and end of the acceleration curve which for a stepper is the first step of motion and the time between the first and second steps (mm/s/s/s or in/s/s/s) .... for a servo it is much more difficult to work out because they don't have defined steps and also can have drives with inbuilt S-curve acceleration (i.e. little / uniform jolt or jerk over the whole acceleration time).
Another improvement for me was using UCCNC as there was something that always seemed to be not quite right with Mach3..... it turns out that may be that Mach3 did not have any way to control or set the axis limitations so it may increase acceleration to twice the programmed acceleration (and maybe higher) which means the motors just seemed noisy on occasion, and I did on occasion have it stall .... I don't get that with uccnc now and the motion is smooth and controlled. And with G64 I can set tolerance parameters for the planner to follow. which means I can set G64 Qxxxx to 1/2 the kerf width (or tool diameter) as you won't get a corner any tighter than that and then let the planner do it's job. Linuxcnc has something similar with G64 Path Planning parameters P & Q
http://linuxcnc.org/docs/2.6/html/gcode ... ml#sec:G64
Opinions are like well ..... everyone has one and they are all different.
{kind=link}
I use Leadshine AM882H drives, they accept AC or DC and have their own internal bridge rectifiers and capacitors within each drive which for me made sense as I did not have to select low ESR capacitor banks and consider ripple, origin and if they were genuine or not, as the drives are designed for AC input. They run very quiet and are tuned via software. They are 100V dc rated input voltage and have a current rating of 8.2Amps. I run my stepper motors at 4.2A and using a 50V ac toroidal transformer, so equivalent to 70v dc.
http://www.leadshine.com/productdetail. ... odel=AM882
higher voltage means higher rapid speed and higher acceleration given you now have more torque available : https://www.geckodrive.com/support/step ... asics.html
The drives are no longer made but are sold second hand (in lower quantities today and at a higher price than when I bought my stock via ebay / aliexpress from china), I have 7 drives in my controller cabinet which are shared between plasma, lathe, mill, router, plasma 4th axis and mill rotary / indexing table + a stand alone THC.
the replacement drives are leadshine EM806 drives, but they are DC input.
there also seems to be a DMA882S which takes AC input.
{kind=link}
The point being there are a LOT of drives on the market... everyone has their own opinion .... Gecko were too expensive on import duty for me or I would have used their drives as they have a good reputation
https://www.geckodrive.com/g203v-digita ... drive.html
clearpath servos get mentioned from time to time in the cnc world.
I have a ASDA-A2 750W servo motor which I'm running as a lathe spindle motor to improve control and torque and I'd probably consider getting those as the manuals are very comprehensive, but that is because the equivalent DMM-tech Dyn4 drives were too expensive again for what I was looking for + I needed a specific frame size of motor to replace the existing 230V AC motor
When I was shopping for drives (after my initial starting point of using TB6600's) I also had to factor in the toroidal power supply I wanted so I went with an 800W 50V one from a transformer manufacturer in the UK https://www.vigortronix.com/
The switched mode power supply would squeal and screech at certain motor speeds (resonance maybe?) where as my current setup is very quiet other than the sound bearings on rails
There is this rule of thumb you should be aware of in sizing power supplies
https://www.geckodrive.com/support/step ... asics.html
which I'm a little over on my stepper motors but I accept that they are the consumable element of my system given the bearings on the stepper motors are loaded being my plasma table has direct drive 20mm wide, 5mm pitch Gates HTD belt drives which are held under tension.
my stepper motors are these for the plasma cutter which are over-sized as I can now slip belts (20mm wide HTD steel belt reinforced) at accelerations over 1g (9810 m/s/s or 386 in/s/s) so I've toned my system down to counteract putting too much acceleration load on my system for little to no gain to 0.3G (116in/s/s) with a rapid velocity of 10160mm/min (400in/min). I am waiting for cncDrvie to launch their s-curve planner in the next year to 18months I expect which will offer more options on acceleration which will reduce the effects of jerk and jolt.
I found that at first I aimed for high rapid motion (G0), and was able to run up to 14400mm/min (567in/min) but at a lower acceleration, then I toyed with increasing my acceleration to the point of stall, and then backed off on the rapid velocity to find how fast could the motors really accelerate to hence I was getting some really large numbers, but the table would violently sway with jerk/jolt motion. Then I went back to my plasma cutter manual, and tried to establish what exactly do I normally intend to cut (2mm (~14g), 4mm (10g ~3/16") and 6mm (1/4") mild steel) and what exactly would I be trying to do with it? Basic rule of thumb is smallest hole diameter is 2x to 3x material thickness, so the thinest material being the fastest feedrate, that means that 2mm (14g) at 45A (with 45A consumables) is ~7m/min (~275in/min) or 2mm at 30A (with 30A consumables) is ~3m/min (120in/min)
4mm at 45A (with 45A consumables) is ~3.2m/min (~128in/min)
given I get better cut quality using 30A consumables for thinner material than running really fast with higher amperage consumables, I then established that my target "normal" run of the mill design feedrate should be say 3600mm/min (~140 in/min) which allows for some headroom.
at 0.3G, the smallest arc I could cut allowing for a slowdown in feedrate of 60% of the linear feedrate 2160mm/min (85 in/min) would be 0.432mm radius [i.e. the cnc machine will have no restrictions at cutting small arcs in 2mm plate at 2x to 3x the material thickness], in fact I could even lower the acceleration so that it does not stress the mechanical components .... but you have to consider inside corners and kerf width so 0.3G for me seems to work ok with a G1, G2 and G3 feedrate of 3600mm/min (~140 in/min) for everything that I cut normally
at 0.3g (~3000mm/s/s or 116in/s/s) the machine will accelerate from standstill to ~3600mm/min (140 in/s) in 0.02 seconds, which will be a distance of 0.6mm (~24thou)
when the machine comes to a corner, allowing for a maximum 60% drop in linear feedrate the machine will decelerate from ~3600mm/min (140 in/min) to ~2160mm/min (84 in/min) in 0.008 sec whichever will be a distance of 0.096mm (~4thou)
you don't have to agree or believe the math, if it is 100% wrong, double the numbers..... and they will still be small for the same acceleration and feedrates.
https://www.physicsforums.com/attachmen ... png.87967/
https://cdn.kastatic.org/ka-perseus-ima ... a95c53.jpg
{kind=link}
https://study.com/cimages/multimages/16 ... pzkq_m.jpg
{kind=link}
because the machine is direct drive and has belts with a 5mm pitch driving a 20 tooth pulley directly coupled to the belt, it means that at 10uSteps the step is quite course at 0.05mm/step (~2 thou), but this has an advantage in my opinion in that the jerk is lower than it would be for a finer stepping machine running at the same acceleration as jerk / jolt is the magnitude of the force experienced at the start and end of the acceleration curve which for a stepper is the first step of motion and the time between the first and second steps (mm/s/s/s or in/s/s/s) .... for a servo it is much more difficult to work out because they don't have defined steps and also can have drives with inbuilt S-curve acceleration (i.e. little / uniform jolt or jerk over the whole acceleration time).
Another improvement for me was using UCCNC as there was something that always seemed to be not quite right with Mach3..... it turns out that may be that Mach3 did not have any way to control or set the axis limitations so it may increase acceleration to twice the programmed acceleration (and maybe higher) which means the motors just seemed noisy on occasion, and I did on occasion have it stall .... I don't get that with uccnc now and the motion is smooth and controlled. And with G64 I can set tolerance parameters for the planner to follow. which means I can set G64 Qxxxx to 1/2 the kerf width (or tool diameter) as you won't get a corner any tighter than that and then let the planner do it's job. Linuxcnc has something similar with G64 Path Planning parameters P & Q
http://linuxcnc.org/docs/2.6/html/gcode ... ml#sec:G64
You currently do not have access to download this file.
To gain download access for DXF, SVG & other files Click Here
-
AZ_guy
- 2 Star Member
- Posts: 84
- Joined: Wed Jul 03, 2019 9:51 am
Re: are all stepper motors created equal?
Wow thanks for all the info, it’ll take me a little while to work through it and figure out what all of it means lol but I really appreciate all the help