Well, made some progress today and tweaked a few things in the sheetcam post and the Linuxcnc config. I had some errors becasue the probe tripped when it shouldn't so I added another signal that could be changed from within gcode so the probe input is disabled unless in our touch off routine. This was happening becasue of some sheetcam cutting rules being applied when they shouldn't.
Still found a few other things I'll tweak in the coming days. I finally gathered the courage to try cutting a part out of 16mm mild steel and it worked amazingly well. I used the correct consumables and book speeds 120 amps 1355 mm/minute which is much faster than I expected.
One thing I wanted to to add was a time off delay at the end of the cut to let the trailing arc at the bottom of the material to catch up. The 16mm was hard to release and I resorted to an angle grinder to cut through this uncut section at one stage to release the part. I did not find much info on how long this delay should be but I know I've read posts where its been discussed. It has not really been an issue in thinner cuts. It would be nice to come up with a way to set it up automatically via a formula based on cut speed or something as I assume we'd want more delay on thicker material. Its trivial to implement in Linuxcnc as I'm already using a time delay component hooked to the ArcOK signal to set the THC on delay, I just need to set the off delay which is currently set to 0.
So if anybody has some ideas on this, please post up.
Rod's Spaceship Scratch Built Plasma Table
-
Rodw
- 4 Star Member

- Posts: 780
- Joined: Sun Aug 21, 2016 1:49 am
- Location: Brisbane, Australia
- Contact:
-
acourtjester

- 6 Star Elite Contributing Member

- Posts: 7784
- Joined: Sat Jun 02, 2012 6:04 pm
- Location: Pensacola, Fla
Re: Rod's Spaceship Scratch Built Plasma Table
How about using lead out at the end of the cut.
DIY 4X4 Plasma/Router Table
Hypertherm PM65 Machine Torch
Drag Knife and Scribe
Miller Mig welder
13" metal lathe
Small Mill
Everlast PowerTig 255 EXT
Hypertherm PM65 Machine Torch
Drag Knife and Scribe
Miller Mig welder
13" metal lathe
Small Mill
Everlast PowerTig 255 EXT
-
robertspark
- 4.5 Star Elite Contributing Member

- Posts: 1815
- Joined: Mon Jun 12, 2017 6:43 pm
Re: Rod's Spaceship Scratch Built Plasma Table
I've never done 16mm but you can set sheetcam for overburn, and you could also slow down at the end of the cut or for overburn.
You should only need a few (4-5mm ) of overburn.
You should only need a few (4-5mm ) of overburn.
-
Rodw
- 4 Star Member
- Posts: 780
- Joined: Sun Aug 21, 2016 1:49 am
- Location: Brisbane, Australia
- Contact:
Re: Rod's Spaceship Scratch Built Plasma Table
Thanks guys. Seems there are a couple of options. I found this thread which is helpful.
viewtopic.php?f=4&t=4634&p=138043
I also remembered that one small test cut out cleanly when I started away from any corners and the problem arose when I accepted sheetcam's start point on the corner. This is consistent with what is said on the post above.
viewtopic.php?f=4&t=4634&p=138043
I also remembered that one small test cut out cleanly when I started away from any corners and the problem arose when I accepted sheetcam's start point on the corner. This is consistent with what is said on the post above.
-
Rodw
- 4 Star Member
- Posts: 780
- Joined: Sun Aug 21, 2016 1:49 am
- Location: Brisbane, Australia
- Contact:
Re: Rod's Spaceship Scratch Built Plasma Table
Hmm, I tried the overburn but the THC did not like it much but moving the startpoint certainly made a difference. I'd need to know how to insert code at the start of the overburn to disable. I could not see how to do that. Anyway, I managed to cut my part by moving the start point so I have programmed a 0.1 second arc time off delay and will see what happens.
-
Rodw
- 4 Star Member
- Posts: 780
- Joined: Sun Aug 21, 2016 1:49 am
- Location: Brisbane, Australia
- Contact:
Re: Rod's Spaceship Scratch Built Plasma Table
Well, I've been a bit quiet on this thread as life has been a bit busy for hobbies. But I finally got my DIY ohmic sensing installed

To allow this and to accommodate the larger plasma torch cable, had to upgrade the drag chain
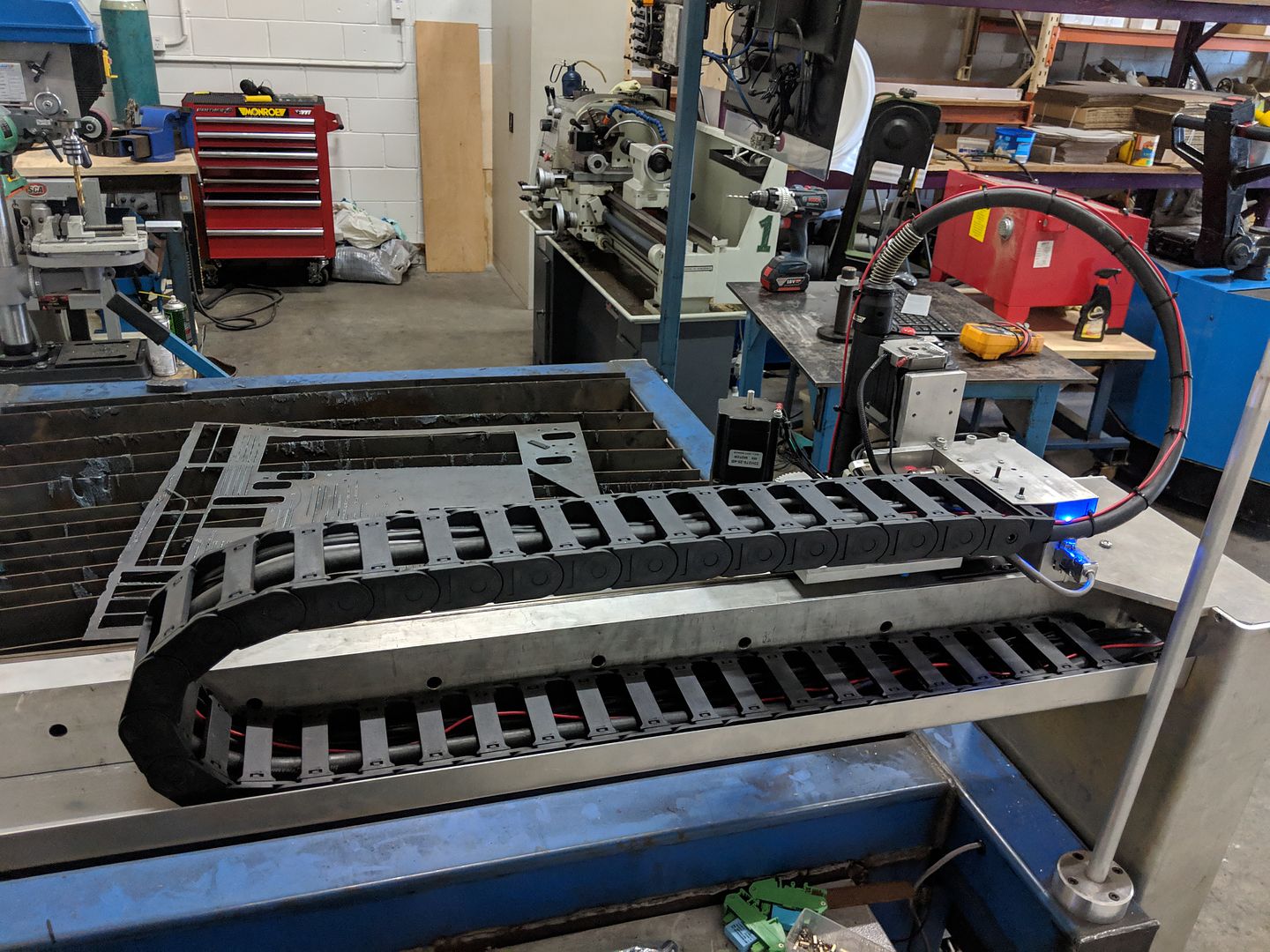
And I also added a couple of relays for the ohmic sensing. For now I just used the mechanical ones I had but some opto isolated ones arrived today but I have not got them installed yet.

I wanted to add some diodes into the circuit for protection so I added some vero baord and while I was at it, I added a couple of LED's fro troubleshooting.
So how this works is we added an extra isolated 24 volt power supply. While we are not probing a relay isolates both the positive and negative rails of this power supply. If its enabled, then the ohmic sensing circuit is enabled and when the torch hits the plate, a relay is used to switch 24 volt field power to an input on the Mesa 7i76e. Sounds simple, but it did my head in getting this wired in right.
Then Phill from Canberra in Australia, rolled up all of the work we have done and incorporated the learnings from a few of us plasma nerds over the last couple of years into one simple to install plasma configuration called plasmac.

You'll see in the top left hand corner plasmac has a couple of tabs to set up both run time settings for a specific job ( on the plasma run tab). This tab has a user configurable drop down to select the material to be cut. The other Plasma config tab allows you to set up and save static config variables.
So what is totally different about plasmac is that it only needs a gcode file with xy movement. When it receives a M3 command, plasmac touches off with the ohmic sensing falling back to a float switch for safety. Then off it goes. If you have the torch voltage available in Linuxcnc ( I use the Mesa THCAD card which costs all of $69 to read torch voltage), plasmac has a PID based, automatic voltage sensing torch height control with corner lock/anti-dive. Its not quite complete but its very usable as it is with a statistics tab to record key production processes (eg number of pierces and cutting time etc). We are also going to look at integrating plasmac's materials list into Linuxcnc's tool table so that the only parameter that needs to be sent from sheetcam will be the tool ID (well thats the plan, hopefully we can get it done). From a LinuxCNC perspective, this is the future of plasma cutting as it fully incorporates an advanced THC internal to the trajectory planner., Some users are already reporting plasmac is superior to any commercial THC's they've used.
Anyway, the proof is in the cutting of the pudding they say and I have to say that plasmac has transformed my machine. Here is a quick video recap of my machine as it stands today.
https://youtu.be/K-3UcEqtFBs
And here is another one cutting 1.6mm aluminium. My table is not the flattest one around. When I ran this with the torch disabled, it actually hit the plate and stopped motion so being able to cut this file is tangible proof that plasmac's THC is doing its job very well!
https://youtu.be/9WLQsg28Ay8
Since using plasmac, I've noticed an improvement in cut quality (less striations) because of plasmac's superior torch height control.
Anyway, if yo are interested, you can duck on over to the LinuxCNC forum as I published a guide on how to install plasmac. Its really leaping ahead in leaps and bounds. https://forum.linuxcnc.org/plasma-laser ... -component
So wahat does plasmac cost?
A PC for LinuxCNC (from $0)
A Mesa motion controller board. (Mesa 7i76e ethernet board is recommended for plasma (it has 5 stepgens 32 inputs and 16 outputs) $!99
A Mesa THCAD card $69.
So if you are considering on building a plasma table, have a look at Linuxcnc and $268 of mesa hardware. The great thing about plasmac is that it incldes a number of simulated environments so you can have a bit of a play without any hardware connected via the included simulations.
To allow this and to accommodate the larger plasma torch cable, had to upgrade the drag chain
And I also added a couple of relays for the ohmic sensing. For now I just used the mechanical ones I had but some opto isolated ones arrived today but I have not got them installed yet.
I wanted to add some diodes into the circuit for protection so I added some vero baord and while I was at it, I added a couple of LED's fro troubleshooting.
So how this works is we added an extra isolated 24 volt power supply. While we are not probing a relay isolates both the positive and negative rails of this power supply. If its enabled, then the ohmic sensing circuit is enabled and when the torch hits the plate, a relay is used to switch 24 volt field power to an input on the Mesa 7i76e. Sounds simple, but it did my head in getting this wired in right.
Then Phill from Canberra in Australia, rolled up all of the work we have done and incorporated the learnings from a few of us plasma nerds over the last couple of years into one simple to install plasma configuration called plasmac.
You'll see in the top left hand corner plasmac has a couple of tabs to set up both run time settings for a specific job ( on the plasma run tab). This tab has a user configurable drop down to select the material to be cut. The other Plasma config tab allows you to set up and save static config variables.
So what is totally different about plasmac is that it only needs a gcode file with xy movement. When it receives a M3 command, plasmac touches off with the ohmic sensing falling back to a float switch for safety. Then off it goes. If you have the torch voltage available in Linuxcnc ( I use the Mesa THCAD card which costs all of $69 to read torch voltage), plasmac has a PID based, automatic voltage sensing torch height control with corner lock/anti-dive. Its not quite complete but its very usable as it is with a statistics tab to record key production processes (eg number of pierces and cutting time etc). We are also going to look at integrating plasmac's materials list into Linuxcnc's tool table so that the only parameter that needs to be sent from sheetcam will be the tool ID (well thats the plan, hopefully we can get it done). From a LinuxCNC perspective, this is the future of plasma cutting as it fully incorporates an advanced THC internal to the trajectory planner., Some users are already reporting plasmac is superior to any commercial THC's they've used.
Anyway, the proof is in the cutting of the pudding they say and I have to say that plasmac has transformed my machine. Here is a quick video recap of my machine as it stands today.
https://youtu.be/K-3UcEqtFBs
And here is another one cutting 1.6mm aluminium. My table is not the flattest one around. When I ran this with the torch disabled, it actually hit the plate and stopped motion so being able to cut this file is tangible proof that plasmac's THC is doing its job very well!
https://youtu.be/9WLQsg28Ay8
Since using plasmac, I've noticed an improvement in cut quality (less striations) because of plasmac's superior torch height control.
Anyway, if yo are interested, you can duck on over to the LinuxCNC forum as I published a guide on how to install plasmac. Its really leaping ahead in leaps and bounds. https://forum.linuxcnc.org/plasma-laser ... -component
So wahat does plasmac cost?
A PC for LinuxCNC (from $0)
A Mesa motion controller board. (Mesa 7i76e ethernet board is recommended for plasma (it has 5 stepgens 32 inputs and 16 outputs) $!99
A Mesa THCAD card $69.
So if you are considering on building a plasma table, have a look at Linuxcnc and $268 of mesa hardware. The great thing about plasmac is that it incldes a number of simulated environments so you can have a bit of a play without any hardware connected via the included simulations.
-
acourtjester
- 6 Star Elite Contributing Member
- Posts: 7784
- Joined: Sat Jun 02, 2012 6:04 pm
- Location: Pensacola, Fla
Re: Rod's Spaceship Scratch Built Plasma Table
Great to see your project coming to a finish, I hope you have some sort of dust collection system in you future. 
Looks like using the sources you did the cost is kept down, good info for those getting started.
Looks like using the sources you did the cost is kept down, good info for those getting started.
DIY 4X4 Plasma/Router Table
Hypertherm PM65 Machine Torch
Drag Knife and Scribe
Miller Mig welder
13" metal lathe
Small Mill
Everlast PowerTig 255 EXT
Hypertherm PM65 Machine Torch
Drag Knife and Scribe
Miller Mig welder
13" metal lathe
Small Mill
Everlast PowerTig 255 EXT
-
Rodw
- 4 Star Member
- Posts: 780
- Joined: Sun Aug 21, 2016 1:49 am
- Location: Brisbane, Australia
- Contact:
Re: Rod's Spaceship Scratch Built Plasma Table
Thanks. Yes there is a dust collection system designed for it.
This was never about getting costs down. This table itself has been built to a high standard. and is certainly not an entry level build. The integrated THC is up there with the best of them now. There is just so much more you can do when you have full access to the motion controller with the full power of a real time operating system at your disposal.
Linuxcnc has always been capable of doing torch height control but early efforts were based on replicating the simple bang bang approach of most external THC's rather than working from the ground up on PID based height control. Its taken a collective effort over about 3 years to get to this stage. Phill has done a marvelous job packaging it all up into one cohesive, easy to install system which will I'm sure will eventually become part of the LinuxCNC core distribution.
This was never about getting costs down. This table itself has been built to a high standard. and is certainly not an entry level build. The integrated THC is up there with the best of them now. There is just so much more you can do when you have full access to the motion controller with the full power of a real time operating system at your disposal.
Linuxcnc has always been capable of doing torch height control but early efforts were based on replicating the simple bang bang approach of most external THC's rather than working from the ground up on PID based height control. Its taken a collective effort over about 3 years to get to this stage. Phill has done a marvelous job packaging it all up into one cohesive, easy to install system which will I'm sure will eventually become part of the LinuxCNC core distribution.
-
Rodw
- 4 Star Member
- Posts: 780
- Joined: Sun Aug 21, 2016 1:49 am
- Location: Brisbane, Australia
- Contact:
Re: Rod's Spaceship Scratch Built Plasma Table
Well this is coming together and I am very happy with the torch height control now shown here on a steep climb (13 degree slope) with all THC control done by LinuxCNC internally.
https://youtu.be/5uJzgNeLSxs
I still have some tidying up to do but there is no doubt the new Linuxcnc plasmac config by PhillC really kicks ass!
All materials settings you'd expect to find in something like Sheetcam are loaded into the GUI and able to be selected by a drop down. In fact, Phill even supplies a conversion program to import a sheetcam toolset. I used this to get 50 tools into the config in a couple of minutes. The cool thing is that you don't need to have any custom gcode as plasmac just kicks into gear when it receives an M3 and looks after all of the probing and cutting from there. We have a custom M190 code that allows a gcode program to instruct plasmac to load the required tool number. Plasmac has sophisticated error recovery features built in and includes the LinuxCNC reverse run experimental branch which allows yo uto step forward and back along the cut if necessary. It also includes a statistics tab that counts some key parameters for quoting and maintenance (eg, number of pierces, distance cut etc.)
The code being cut here was written out by a quick and dirty Sheetcam post I knocked together and it needs a fair bit of cleaning up. But hey it works! The only data sheetcam sends to the gcode is the toolnumber via M190. The following line waits for plasmac to send back an OK signal on a digital output pin to confirm that it has loaded the requested tool.
Additionally, Plasmac can be configured to allow the THC to be turned on and off from gcode. Its also possible to use gcode tooloffsets to set which side of the cut you want the kerf on. This is not useful with Sheetcam which outputs compensated code.
Anway, its all very cool, 100% open source and almost ready for prime time! According to some of the experienced plasma guys in the LinuxCNC movement, you won't buy a better plasma controller anywhere and this is outperforming all comers. Best of all, its free (well, almost, the Mesa THCAD board I use to read the voltage is USD $69). Anyway, more on plasmac once we get the last few features finished off.
https://youtu.be/5uJzgNeLSxs
I still have some tidying up to do but there is no doubt the new Linuxcnc plasmac config by PhillC really kicks ass!
All materials settings you'd expect to find in something like Sheetcam are loaded into the GUI and able to be selected by a drop down. In fact, Phill even supplies a conversion program to import a sheetcam toolset. I used this to get 50 tools into the config in a couple of minutes. The cool thing is that you don't need to have any custom gcode as plasmac just kicks into gear when it receives an M3 and looks after all of the probing and cutting from there. We have a custom M190 code that allows a gcode program to instruct plasmac to load the required tool number. Plasmac has sophisticated error recovery features built in and includes the LinuxCNC reverse run experimental branch which allows yo uto step forward and back along the cut if necessary. It also includes a statistics tab that counts some key parameters for quoting and maintenance (eg, number of pierces, distance cut etc.)
The code being cut here was written out by a quick and dirty Sheetcam post I knocked together and it needs a fair bit of cleaning up. But hey it works! The only data sheetcam sends to the gcode is the toolnumber via M190. The following line waits for plasmac to send back an OK signal on a digital output pin to confirm that it has loaded the requested tool.
Additionally, Plasmac can be configured to allow the THC to be turned on and off from gcode. Its also possible to use gcode tooloffsets to set which side of the cut you want the kerf on. This is not useful with Sheetcam which outputs compensated code.
Anway, its all very cool, 100% open source and almost ready for prime time! According to some of the experienced plasma guys in the LinuxCNC movement, you won't buy a better plasma controller anywhere and this is outperforming all comers. Best of all, its free (well, almost, the Mesa THCAD board I use to read the voltage is USD $69). Anyway, more on plasmac once we get the last few features finished off.
-
asuratman
- 2 Star Member

- Posts: 57
- Joined: Tue Apr 17, 2018 11:17 am
Re: Rod's Spaceship Scratch Built Plasma Table
Is it OK to drill trafimet torch and insert screw for ohmic sensor ? I have chinese plasma cutter that do not have consumable for ohmic sensor, I want to drill a hole and insert screw for ohmic sensor.Then I will use the one like this or the one from Neuron
You currently do not have access to download this file.
To gain download access for DXF, SVG & other files Click Here
-
weldguy
- 4 Star Elite Contributing Member

- Posts: 1955
- Joined: Fri Apr 17, 2009 11:48 am
Re: Rod's Spaceship Scratch Built Plasma Table
I wouldn't drill any holes. Use a thin strip of metal from the torch tip up to the retaining cap and use a gear/hose clamp to attach that to the retaining cap. A short piece of wire attached to that with a spade connector to disconnect it when you need to remove the retaining to change consumables and you should be good to go.asuratman wrote: ↑Fri May 17, 2019 10:39 am Is it OK to drill trafimet torch and insert screw for ohmic sensor ? I have chinese plasma cutter that do not have consumable for ohmic sensor, I want to drill a hole and insert screw for ohmic sensor.Then I will use the one like this or the one from Neuron s-l500.jpg
-
Rodw
- 4 Star Member
- Posts: 780
- Joined: Sun Aug 21, 2016 1:49 am
- Location: Brisbane, Australia
- Contact:
Re: Rod's Spaceship Scratch Built Plasma Table
Drilling and tapping was a quick, neat and easy solution but in the end, I never used ohmic sensing with that torch as I became worried about the fact the torch was unshielded so the sensing wire was attached to the arc voltage at all times while cutting. My Thermal Dynamics came with a clip for an electrical connection but the shield doing the sensing is isolated from the tip so not live while cutting.
-
asuratman
- 2 Star Member
- Posts: 57
- Joined: Tue Apr 17, 2018 11:17 am
Re: Rod's Spaceship Scratch Built Plasma Table
Hi weldguy and rodw,
I think I found a better solution like this
I think I found a better solution like this
You currently do not have access to download this file.
To gain download access for DXF, SVG & other files Click Here
Last edited by asuratman on Sun May 19, 2019 1:00 am, edited 1 time in total.
-
asuratman
- 2 Star Member
- Posts: 57
- Joined: Tue Apr 17, 2018 11:17 am
Re: Rod's Spaceship Scratch Built Plasma Table
sorry, I do not know why so many picture ? I do not know how to delete them.
I have edited.
I have edited.
Last edited by asuratman on Sun May 19, 2019 1:11 am, edited 1 time in total.
-
Rodw
- 4 Star Member
- Posts: 780
- Joined: Sun Aug 21, 2016 1:49 am
- Location: Brisbane, Australia
- Contact:
Re: Rod's Spaceship Scratch Built Plasma Table
Yes, At least you have a shielded tip. But as I said I now cheat with this.
Which has been working perfect!
You currently do not have access to download this file.
To gain download access for DXF, SVG & other files Click Here
-
asuratman
- 2 Star Member
- Posts: 57
- Joined: Tue Apr 17, 2018 11:17 am
Re: Rod's Spaceship Scratch Built Plasma Table
Rodw,
Here you used THCACAD from mesa, but I read on cnczone, you used THC3T-03. Is that good THC ?
Here you used THCACAD from mesa, but I read on cnczone, you used THC3T-03. Is that good THC ?
-
Rodw
- 4 Star Member
- Posts: 780
- Joined: Sun Aug 21, 2016 1:49 am
- Location: Brisbane, Australia
- Contact:
Re: Rod's Spaceship Scratch Built Plasma Table
I've still got a THC3T-03 in a cupboard somewhere.
I'm Using a Mesa 7i76e ethernet board and the mesa THCAD and the new LinuxCNC plasmac config is without doubt the best value and highest performance plasma controller with THC on the market. As you can see from the photo and video, it takes everything in its stride and I've never tuned it at all. It just cut straight out of the box.
https://www.youtube.com/watch?v=5uJzgNeLSxs
You currently do not have access to download this file.
To gain download access for DXF, SVG & other files Click Here
-
asuratman
- 2 Star Member
- Posts: 57
- Joined: Tue Apr 17, 2018 11:17 am
Re: Rod's Spaceship Scratch Built Plasma Table
I saw your video. That ohmic sensor is very sensitive. Many people said that the best for plasma is linux cnc. Maybe wiring is not too difficult.
-
Rodw
- 4 Star Member
- Posts: 780
- Joined: Sun Aug 21, 2016 1:49 am
- Location: Brisbane, Australia
- Contact:
Re: Rod's Spaceship Scratch Built Plasma Table
The circuit we use with plasmac has been designed by islander261 on this forum who also uses plasmac in a commercial setting. Basically we use a totally separate isolated power supply and opto isolated relays that keeps the wires to the table and torch isolated until we actually are probing. As a matter of fact, I published my wiring diagram on my Linuxcnc build thread in the last few days. Plasmac only needs 4 signals (arcOk, torch on, probing enable, ohmic sensing and optional float switch. This week, Phill has added a configurator to set it up so even the most inexperienced user should be in business very quickly.
If you want to give it a go, touch base over on the LinuxCNC forum and we will point you in the right direction.
-
ForceDesigns
- 1.5 Star Member

- Posts: 45
- Joined: Mon Oct 22, 2018 7:08 pm
Re: Rod's Spaceship Scratch Built Plasma Table
This seriously has me considering LinuxCNC for my next build. Been fighting Mach3 with some odd glitches and stuttering motion control in 4x4 build. My first thought was UCCNC. But this looks really slick and clean. Both have the option to read voltage out on the screen, but man this is a clean screenset. Very nice work man. LinuxCNC just has me worried because I am a mechanical guy for sure.
Home Built 4x4 CNC Plasma Table
Ethernet Smoothstepper
C25 BOB
MiniTHC
Hypertherm Powermax 45XP
Software: Mach3 and Sheetcam, Solidworks 2019 for serious design work and Inkscape for signs
Ethernet Smoothstepper
C25 BOB
MiniTHC
Hypertherm Powermax 45XP
Software: Mach3 and Sheetcam, Solidworks 2019 for serious design work and Inkscape for signs
-
robertspark
- 4.5 Star Elite Contributing Member
- Posts: 1815
- Joined: Mon Jun 12, 2017 6:43 pm
Re: Rod's Spaceship Scratch Built Plasma Table
uccnc does not have the ability to read voltage out on the screen.... at least not fast enough for thc.
yes uc300 motion controllers have two analog inputs but these are for potentiometers they are not read fast (regularly) enough to work as a thc..... linuxcnc is what you want if you want it all integrated with simple hardware and a real time operating system.
yes uc300 motion controllers have two analog inputs but these are for potentiometers they are not read fast (regularly) enough to work as a thc..... linuxcnc is what you want if you want it all integrated with simple hardware and a real time operating system.
-
Rodw
- 4 Star Member
- Posts: 780
- Joined: Sun Aug 21, 2016 1:49 am
- Location: Brisbane, Australia
- Contact:
Re: Rod's Spaceship Scratch Built Plasma Table
Linuxcnc and an ethernet Mesa 7i76e (or the cheaper 7i96) and Mesa THCAD-10 board will set you back all of USD $268 and you will have a high quality THC solution. There is an enormous amount of work going on behind the scenes testing and debugging this config and Les from sheetcam has agreed to write a post processor for it once its stable. A couple of us have already written posts and shared them on the linuxcnc forum.ForceDesigns wrote: ↑Mon Jun 10, 2019 10:24 am This seriously has me considering LinuxCNC for my next build. Been fighting Mach3 with some odd glitches and stuttering motion control in 4x4 build. My first thought was UCCNC. But this looks really slick and clean. Both have the option to read voltage out on the screen, but man this is a clean screenset. Very nice work man. LinuxCNC just has me worried because I am a mechanical guy for sure.
It also includes a configurator script to take a working XYZ motion configuration and make all the software connections for THC. This makes the installation a simple 2 step process. First build a working config with basic XYZ motion wit all your velocities, acellerations and limit switches. Then run the configurator to create the plasma config I'm using.
The down side has been that plasmac required building from source as it included the reverse run experimental branch which is used to jog while paused for error recovery. I think this will change in the near future as the reverse run feature from plasmac has been pushed into the main Linuxcnc development branch in the last week or so. I think the whole configuration will be bundled into the Linuxcnc core code before long so compiling will not be required at all.
Having said that, compiling from source is really easy once all of the Linux dependencies are installed. All it takes is about 3-4 lines of code typed in a terminal console. Then come back after a cup of coffee and its ready to rock and roll! On the last machine I built, I installed some other software before linuxcnc and I found all the dependencies had already been installed!
Finally, let me say that current versions of Linux are so smooth, its easy to ditch Windows completely!
-
ForceDesigns
- 1.5 Star Member
- Posts: 45
- Joined: Mon Oct 22, 2018 7:08 pm
Re: Rod's Spaceship Scratch Built Plasma Table
I will likely buy a computer to start playing with LinuxCNC. There is a lot in your response that still a bit past me since I just haven't had to learn it in dealing with Mach3. But the idea of ultra responsive THC is very appealing. My plasma business is now making enough money that I can fund a build through the business without adding my own money this go around.
Home Built 4x4 CNC Plasma Table
Ethernet Smoothstepper
C25 BOB
MiniTHC
Hypertherm Powermax 45XP
Software: Mach3 and Sheetcam, Solidworks 2019 for serious design work and Inkscape for signs
Ethernet Smoothstepper
C25 BOB
MiniTHC
Hypertherm Powermax 45XP
Software: Mach3 and Sheetcam, Solidworks 2019 for serious design work and Inkscape for signs
-
Rodw
- 4 Star Member
- Posts: 780
- Joined: Sun Aug 21, 2016 1:49 am
- Location: Brisbane, Australia
- Contact:
Re: Rod's Spaceship Scratch Built Plasma Table
Sounds great. Once you get get going, don't hesitate to post up on the Linuxcnc plasma forum https://forum.linuxcnc.org/plasma-laser.
We even had one user post up a video of his table using a Proma 150 THC and the same plasmac config I use yesterday.
He's using the Linuxcnc original default screen set called Axis which is also available.
https://www.youtube.com/watch?v=NOr7u08KrDA
We even had one user post up a video of his table using a Proma 150 THC and the same plasmac config I use yesterday.
He's using the Linuxcnc original default screen set called Axis which is also available.
https://www.youtube.com/watch?v=NOr7u08KrDA
-
Rodw
- 4 Star Member
- Posts: 780
- Joined: Sun Aug 21, 2016 1:49 am
- Location: Brisbane, Australia
- Contact:
Re: Rod's Spaceship Scratch Built Plasma Table
I found a nice crosshair laser pointer so I thought I'd mount it near my torch. These things need a 5 volt power supply and I use 24 volts. I managed to mount a 24v to 5v stepdown power supply in the breakout board for all the sensors on the gantry. It is much more robust than the little cheap $2-$3 lasers I had thought of using.
Its a bit unfortunate I did not have a spare wire in the DB9 connector so I had to add a manual switch instead of a button on the GUI but I can live with that.
The laser came with a mounting ring with a 1/4" 20 thread in it so I cut a small plate out of 2mm and drilled and tapped a couple of holes on the torch mounting clamp to mount it. its Offset in both the X & Y position so I spotted a hole at 0,0 and brought the crosshairs onto the spot to measure the offset.
So in software, I wrote a gcode subroutine thats called from a button in the Linuxcnc GUI that moves the torch over the cross hair position and does a touchoff of the X & Y axes to 0,0 ready for cutting. Very cool and so much easier than mounting two linear line lasers shooting under the torch.
I thought I'd provide an update on the software front as its been quite hectic there as well.
The good news is that our Linuxcnc Plasmac system is all but finished aside from some finishing touches to the documentation so it won't be long before its part of the mainstream V2.9 development branch which will mean it will be easy to install without compiling Linuxcnc!
Phill has included a configurator that allows you to take a basic working Linuxcnc config that does X,Y &Z movement and allow a user to build a complete plasma system with a kickass plasma controller. I think this would be the first time any LInuxcnc developer has ever gone to this extent to help a new user build a working system.
We've also built in the features Sheetcam users expect to disable the THC from Gcode and to slow down cutting speeds. You don't need to disable the THC on holes as the corner lock/velocity anti-dive feature will do this for you as soon as the cutting speed falls below the threshold. We've dealt with speed reductions a bit differently becasue Linuxcnc is the master of the cutting speeds and there was a risk sheetcam cutting speeds could get out of step with those in Linuxcnc so we decided to use adaptive feed so we can simply set the cutting speed to between 10% and 100% of what is commanded at the start of the cut. This has been tested in sheetcam cutting rules and it works a treat!
Phill has written about 30 pages of documentation for Plasmac (shown here in his git repository for now):
https://github.com/phillc54/linuxcnc-pl ... guide.adoc
and I've written another 20 pages or so of background on the plasma cutting process which will be available from the main Linuxcnc documentation page. To go under the Configuration heading here:
http://linuxcnc.org/docs/devel/html/
This content has been reviewed by several Linuxcnc plasma experts so its all been a group effort and there has been extensive testing of Plasmac by quite a few people including several that are using it for commercial cutting.
We have a couple of working sheetcam postprocessors and Les Newell has offered to write a post processor for Plasmac which is really exciting. We just have not wanted to waste his time until we know all features are final which they are now. Once we get this all into the main Linuxcnc branch, I'll raise a separate thread about Plasmac with more detail and some video examples.
And finally, a big thank you to those brave souls that have made themselves known on the Linuxcnc forum after reading my buildup thread here.
Its a bit unfortunate I did not have a spare wire in the DB9 connector so I had to add a manual switch instead of a button on the GUI but I can live with that.
The laser came with a mounting ring with a 1/4" 20 thread in it so I cut a small plate out of 2mm and drilled and tapped a couple of holes on the torch mounting clamp to mount it. its Offset in both the X & Y position so I spotted a hole at 0,0 and brought the crosshairs onto the spot to measure the offset.
So in software, I wrote a gcode subroutine thats called from a button in the Linuxcnc GUI that moves the torch over the cross hair position and does a touchoff of the X & Y axes to 0,0 ready for cutting. Very cool and so much easier than mounting two linear line lasers shooting under the torch.
I thought I'd provide an update on the software front as its been quite hectic there as well.
The good news is that our Linuxcnc Plasmac system is all but finished aside from some finishing touches to the documentation so it won't be long before its part of the mainstream V2.9 development branch which will mean it will be easy to install without compiling Linuxcnc!
Phill has included a configurator that allows you to take a basic working Linuxcnc config that does X,Y &Z movement and allow a user to build a complete plasma system with a kickass plasma controller. I think this would be the first time any LInuxcnc developer has ever gone to this extent to help a new user build a working system.
We've also built in the features Sheetcam users expect to disable the THC from Gcode and to slow down cutting speeds. You don't need to disable the THC on holes as the corner lock/velocity anti-dive feature will do this for you as soon as the cutting speed falls below the threshold. We've dealt with speed reductions a bit differently becasue Linuxcnc is the master of the cutting speeds and there was a risk sheetcam cutting speeds could get out of step with those in Linuxcnc so we decided to use adaptive feed so we can simply set the cutting speed to between 10% and 100% of what is commanded at the start of the cut. This has been tested in sheetcam cutting rules and it works a treat!
Phill has written about 30 pages of documentation for Plasmac (shown here in his git repository for now):
https://github.com/phillc54/linuxcnc-pl ... guide.adoc
and I've written another 20 pages or so of background on the plasma cutting process which will be available from the main Linuxcnc documentation page. To go under the Configuration heading here:
http://linuxcnc.org/docs/devel/html/
This content has been reviewed by several Linuxcnc plasma experts so its all been a group effort and there has been extensive testing of Plasmac by quite a few people including several that are using it for commercial cutting.
We have a couple of working sheetcam postprocessors and Les Newell has offered to write a post processor for Plasmac which is really exciting. We just have not wanted to waste his time until we know all features are final which they are now. Once we get this all into the main Linuxcnc branch, I'll raise a separate thread about Plasmac with more detail and some video examples.
And finally, a big thank you to those brave souls that have made themselves known on the Linuxcnc forum after reading my buildup thread here.
You currently do not have access to download this file.
To gain download access for DXF, SVG & other files Click Here