This is the board I am talking about (shown with connectors removed):
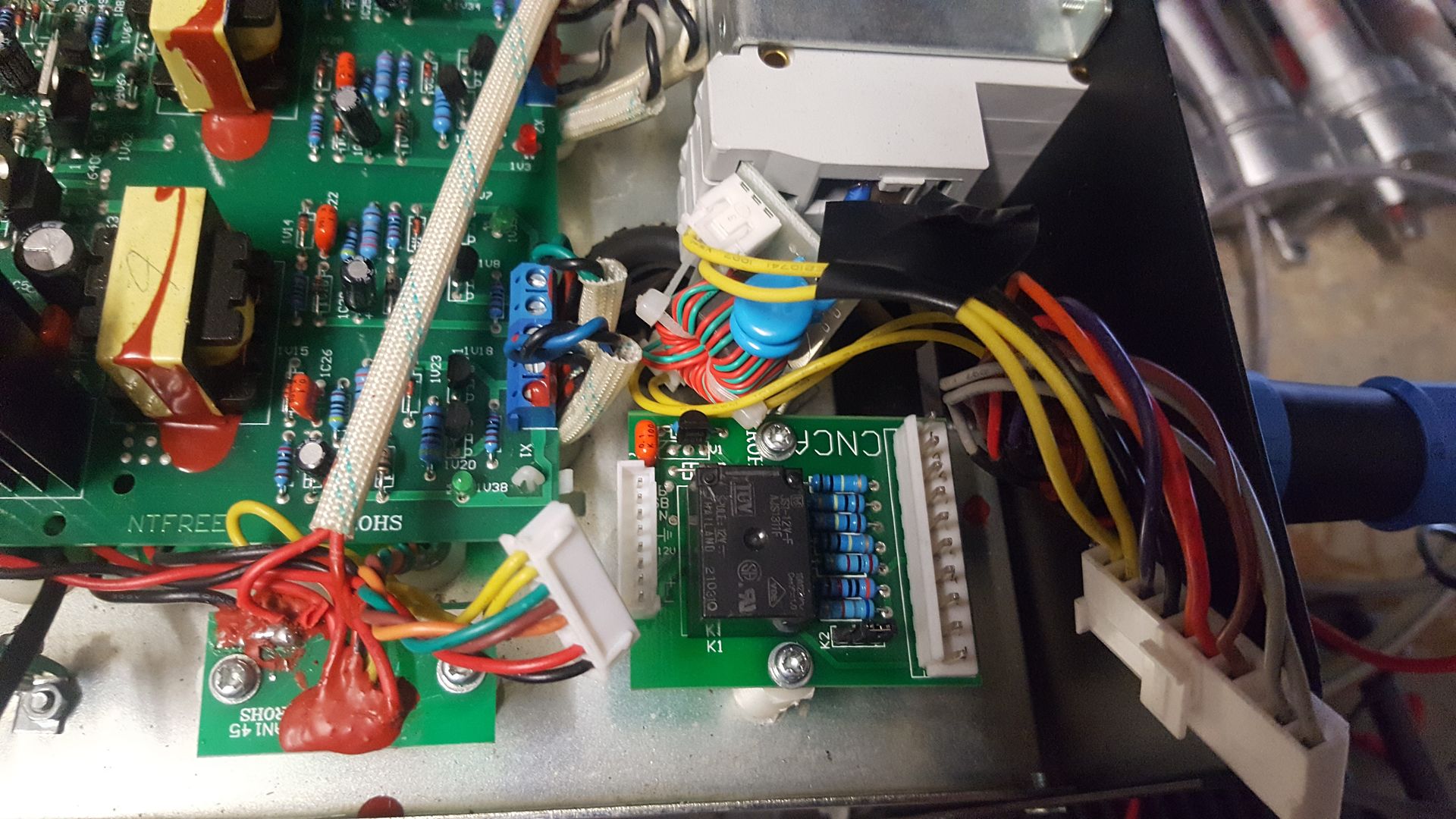
The 12 port CNC port is directly behind this board and you can see my connector (Weipu SP21 12 pin) is plugged in.
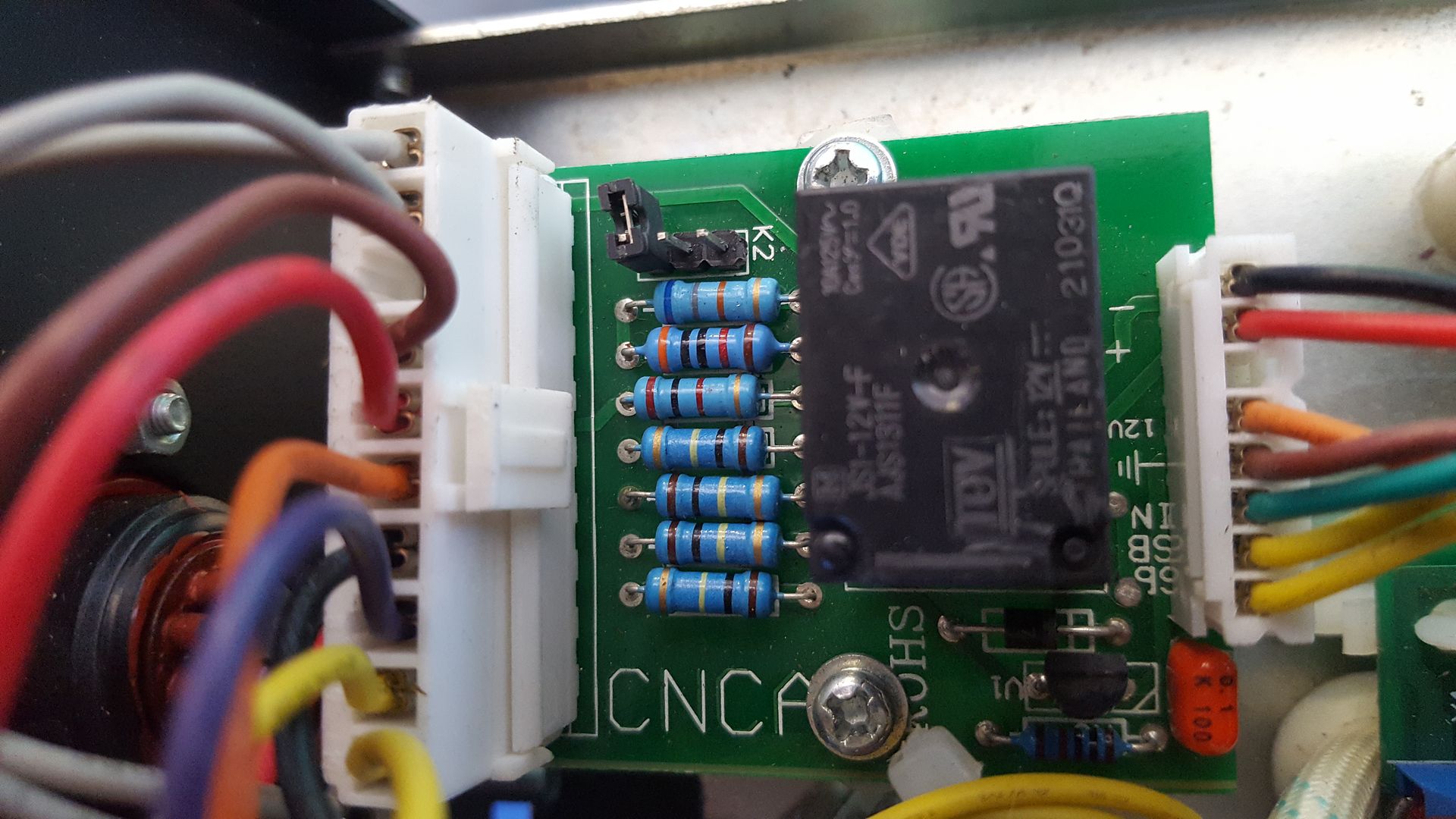
So here is another shot and notice the position of the link in the photo
Error #1
The drawing in the manual is from the bottom side of the board (that is OK and easy to work out)
Error #2
The manual says that the 2 pins on the left select the divider ratio depending if they are shorted or not. This is incorrect. These 2 pins are connected on the board so shorting them has no effect. The correct position for the link is to connect it to the leftmost 2 pins or the rightmost 2 pins. More on this later.
Error #3
The manual states it is connected to the workpiece clamp via a 100k resistor. It is not connected to anything.
Error #4
The manual states that the pin numbers on the board are identical to the pin numbers on the connector. This is incorrect but the connector pinout is correct. The board signals has the divided voltage and the raw voltage swapped around. This is not a problem because you should not need to worry about the signals on the board.
Error # 5 - and this is a big one
The 50:1 and 16:1 voltage dividers are incorrect! They are actually out by a factor of 1.5
The correct divider values are:
50:1 divider is actually 75:1 (I measured 76.145:1)
16:1 divider is actually 24:1 (I measured 24.529:1)
What does this mean?
If you want 75:1 division, place the link on the 2 pins closest to the CNC port connector
if you want 24:1 division, place the link on the 2 pins furthest from the CNC port connector.
Use the pinouts for the CNC port with confidence.
EDIT: Errata on the errata
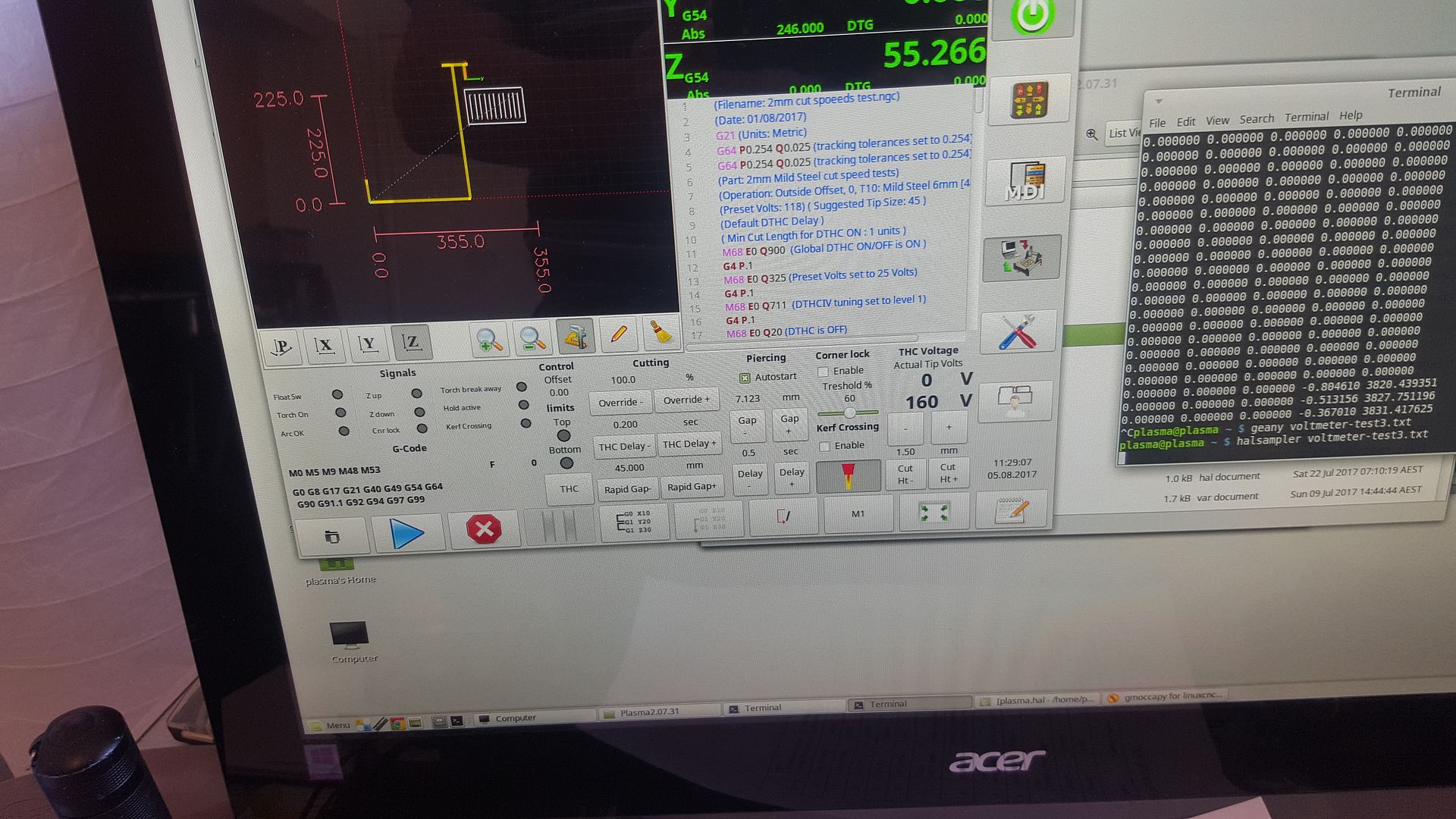
Further testing has revealed that the board actually is 16:1 when tested with a multimeter. The hardware I'm using to measure the divided voltage has a a 10 v range internally that can be scaled with an external resistor. The resistors on the Everlast divider are being counted as being part of the external scaling resistance so on my hardware Mesa (THCAD-10), the division varies with the scale set by an external resistor. eg
20 volt full scale reading becomes 24:1
10 volt full scale reading becomes 32:1
My next post will outline the tests I did to support these conclusions.